Brève description des chemins proposés
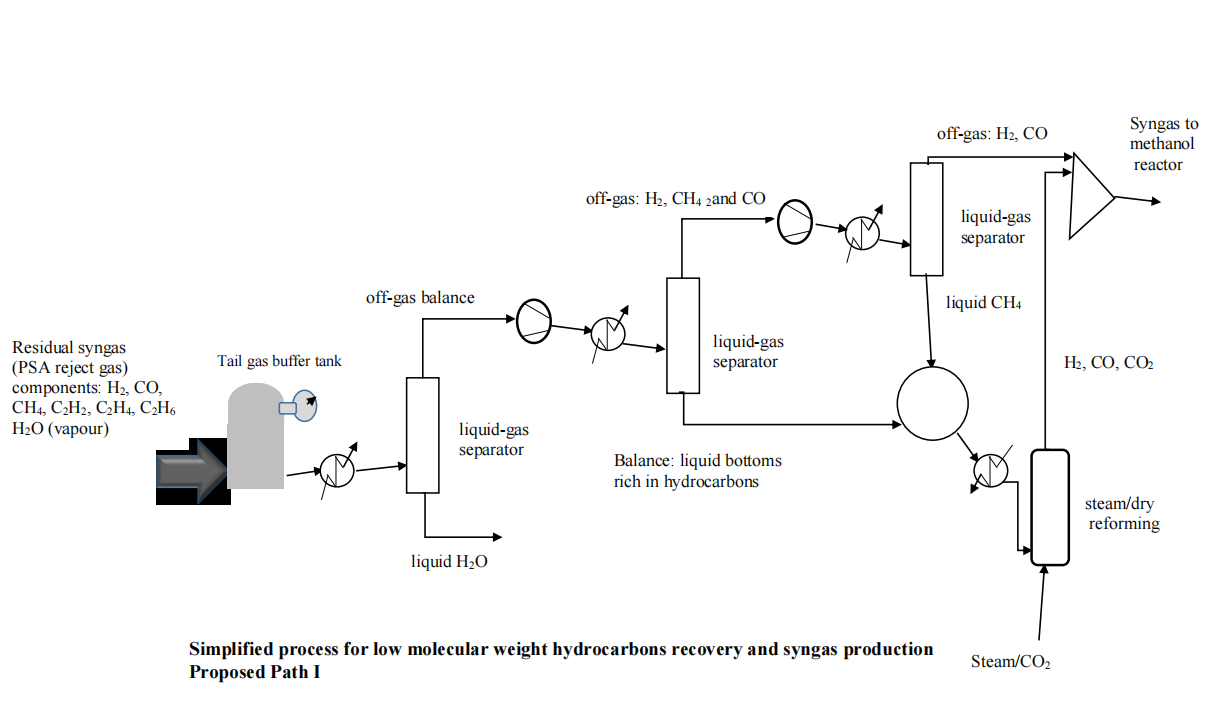
Chemin I
Le gaz de synthèse résiduaire provient de l'unité PSA avec de l'hydrogène résiduel et des composants rejetés. Il est stocké dans un réservoir tampon, comme illustré. La quantité d'hydrogène résiduel dépend du pourcentage de récupération de l'unité PSA. Cependant, un taux de récupération de 65 à 70 % est généralement observé pour la plupart des unités. Cela signifie que 30 à 35 % de l'hydrogène initial sera disponible pour la production de méthanol. La production de méthanol dépend du rapport hydrogène total/CO et CO₂, appelé nombre stœchiométrique (NS).
À la sortie du réservoir de stockage, le gaz de synthèse PSA rejeté (gaz de queue) subit d'abord une condensation séquentielle pour éliminer l'eau. Le gaz résiduel sec est condensé lors de l'étape suivante de séparation pour récupérer les hydrocarbures liquides en fond de cuve. Un effluent gazeux riche en CO, H₂ et CH₄ est libéré en tête. Le CH₄ du premier effluent gazeux est éliminé lors de l'étape suivante de condensation, générant un mélange d'effluents gazeux contenant principalement du CO et du H₂. Le méthane liquide récupéré à cette étape est mélangé au mélange d'hydrocarbures liquides précédemment récupéré. Ce mélange est revaporisé avant d'être envoyé au reformeur. Ce dernier utilise soit du CO₂, soit de la vapeur pour produire un gaz de synthèse de deuxième génération, qui est ensuite envoyé au réacteur à méthanol pour la production de méthanol. Les hydrocarbures n'ayant pas réagi, sortant du réacteur à méthanol ou du reformeur, sont recyclés afin d'améliorer les rendements et l'efficacité du procédé.
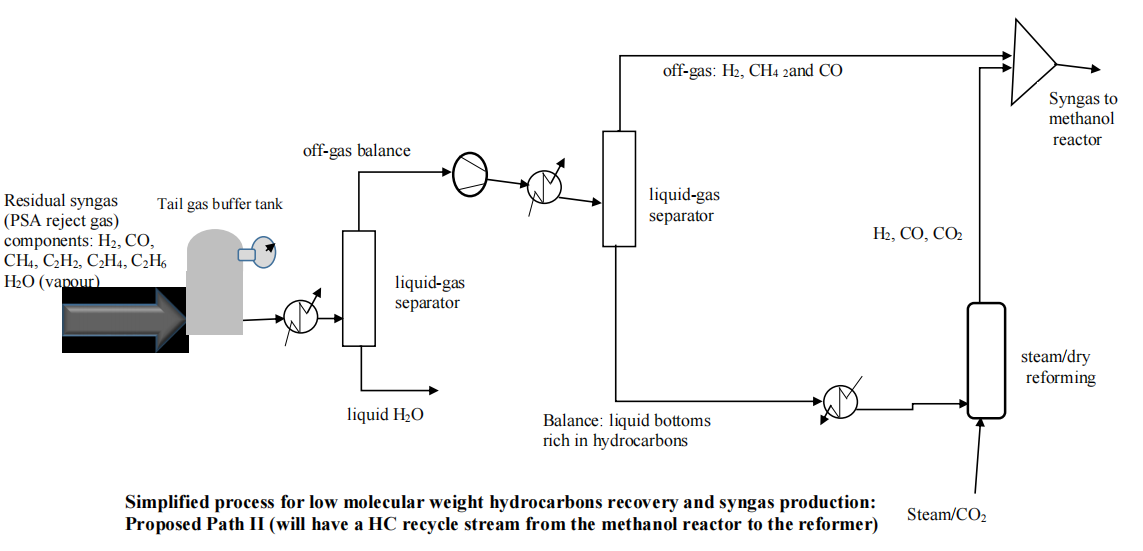
Chemin II
Le même processus est suivi, sauf que cette fois, seules deux étapes de condensation sont impliquées. La seconde condensation génère du gaz de synthèse contaminé par du CH4, qui est introduit dans le réacteur à méthanol avec le gaz de synthèse provenant du reformeur. On s'attend à ce que le méthane ne soit pas converti en méthanol, mais soit récupéré dans les effluents gazeux du réacteur à méthanol, lorsqu'il est refroidi pour condenser l'eau avec le CH4 et les hydrocarbures non convertis qui sont recyclés dans le reformeur. La voie II est proposée pour réduire la demande énergétique liée à la liquéfaction du CH4. À la place, un condenseur sera introduit, dont la puissance pourrait être inférieure à celle du refroidisseur de CH4 utilisé dans la liquéfaction du méthane. Il élimine également le besoin d'un compresseur et d'un troisième séparateur liquide-gaz.
L'élaboration de ces schémas représente la phase I du procédé de production de méthanol. Le défi consistera à réaliser des essais de modélisation pour vérifier l'efficacité des schémas de procédé proposés et sélectionner celui présentant le meilleur bilan chaleur-matière et le meilleur rapport coût-efficacité. Il s'agira de la phase II.
Notez que les procédés de reformage et de production de méthanol sont tous deux des procédés catalytiques. Il est donc essentiel de trouver un fournisseur disposant du catalyseur adéquat.
Eliasu A. Teiseh
Responsable Recherche et Développement, Ph.D.